

 联系我们
联系我们

本公司可供应焊接机器人,具体供应的服务范围有:
工博士专业集成安川焊接机器人|ABB焊接机器人|库卡焊接机器人|发那科焊接机器人|OTC焊接机器人|焊接机器人工作站|焊接机器人自动化服务|焊接设备|焊接机|焊接自动化|焊接自动化设备|管线包等。
ABB机器人常用型号:
ABB-IRB 120-3/0.58,ABB-IRB 1200-7/0.7,ABB-IRB 1200-5/0.9,ABB-IRB 1600-10/1.45,ABB-IRB 2600-20/1.65,ABB-IRB 4600-40/2.55,ABB-IRB 4600-60/2.05,ABB-IRB 6700-150/3.2,ABB-IRB 6700-200/2.6,ABB-IRB 1410-5/1.45,ABB-IRB 460/110/2.4,ABB-IRB 660-180/3.15,ABB-IRB 660-250/3.15,ABB-IRB 52,ABB-IRB 550,ABB-IRB 910,ABB-IRB360等。
本公司是ABB机器人代理,具体供应的服务范围有:
ABB机器人|ABB工业机器人|ABB机械臂|ABB机器人自动化项目|ABB机器人配件|ABB机器人备件|ABB机器人示教器|ABB机器人控制柜|ABB机器人线缆|ABB机器人维保|ABB机器人售后服务|ABB机器人技术支持|管线包等。
ArcLEnd pXX20, v1000, seam1, weld1, fine, Tregaskiss22deg;
MoveL Offs(pXX20,0,0,100), v1000, z50, Tregaskiss22deg;
说明:机器人使用直线焊接指令ArcLEnd移动至pXX20,在***到达pXX20点位位置以后,机器人才收弧,而在整个移动过程中机器人正常焊接。收弧后机器人移动到偏移pXX20正上方100mm处。
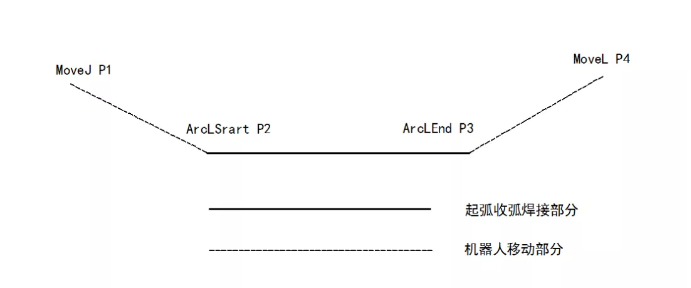
使用起弧ArcLStart和ArcLEnd指令程序如下:
PROC rXianxing2()
MoveJ p1, v1000, z50, Tregaskiss22deg;
ArcLStart p2, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcLEnd p3, v1000, seam1, weld1, fine, Tregaskiss22deg;
MoveL p4, v1000, z50, Tregaskiss22deg;
ENDPROC
焊接图形如下:
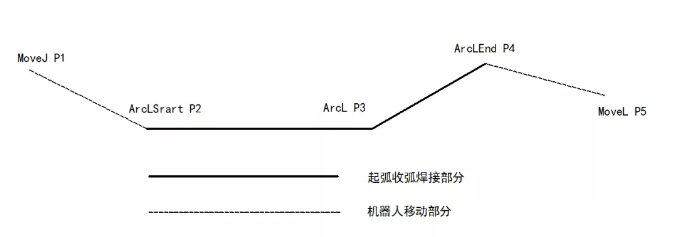
4、ArcL——直线焊接移动指令
ArcL用于直线焊缝的焊接,工具中心点线性移动到指定目标位置,焊接过程通过参数控制。如果焊缝比焊丝直径较大,则可以使用摆弧参数weavedata,属于可选变元。
焊接程序如下:
PROC rXianxing2()
MoveJ p1, v1000, z50, Tregaskiss22deg;
ArcLStart p2, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcL p3, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcLEnd p4, v1000, seam1, weld1, fine, Tregaskiss22deg;
MoveJ p5, v1000, z50, Tregaskiss22deg;
ENDPROC
焊接图形如下:
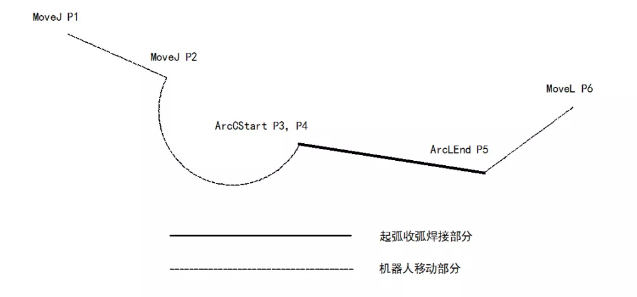
5、AcrCStart——圆弧焊接开始移动指令
ArcCStart用于圆弧焊缝的焊接开始,工具中心点圆周运动到指定目标位置,整个焊接过程通过参数监控和控制。***的起弧点在执行完移动后,例如:
焊接程序:
PROC rYuanStart1()
MoveJ p1, v1000, z50, Tregaskiss22deg;
MoveL p2, v1000, z50, Tregaskiss22deg;
ArcCStart p3, p4, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcLEnd p5, v1000, seam1, weld1, fine, Tregaskiss22deg;
MoveL p6, v1000, z50, Tregaskiss22deg;
ENDPROC
焊接图形:***的起弧点在机器人移动到P4位置
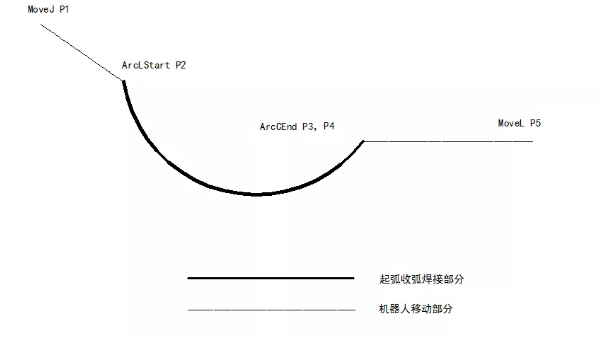
6、ArcCEnd——焊接结束(收弧)移动指令
ArcCEnd是机器人焊接圆弧收弧移动指令,机器人***的收弧点位为到达终点以后,不是圆弧的起点或者曲率点时候就收弧。例如:
焊接程序:
PROC rYuanEnd1()
MoveJ p1, v1000, z50, Tregaskiss22deg;
ArcLStart p2, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcCEnd p3, p4, v1000, seam1, weld1, fine, Tregaskiss22deg;
MoveL p5, v1000, z50, Tregaskiss22deg;
ENDPROC
说明:焊接的***收弧点位圆弧终点P4,即机器人移动到P4点位以后灭弧。
焊接图形:
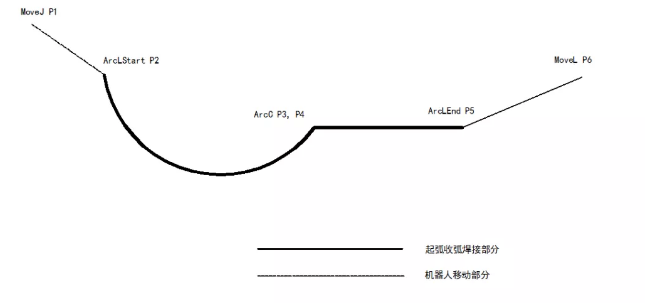
7、ArcC——圆弧焊接移动指令
ArcC用于圆弧焊缝的焊接,工具中心点线性移动到指定目标位置,焊接过程通过参数控制。如果焊接的焊缝比焊丝直径比较大,那么可以考虑使用摆弧参数weavedata。例如:
焊接程序:
PROC rYuanArcC()
MoveJ p1, v1000, z50, Tregaskiss22deg;
ArcLStart p2, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcC p3, p4, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcLEnd p5, v1000, seam1, weld1, fine, Tregaskiss22deg;
MoveL p6, v1000, z50, Tregaskiss22deg;
ENDPROC
焊接图形:
8、实物焊接
(1)焊接参数
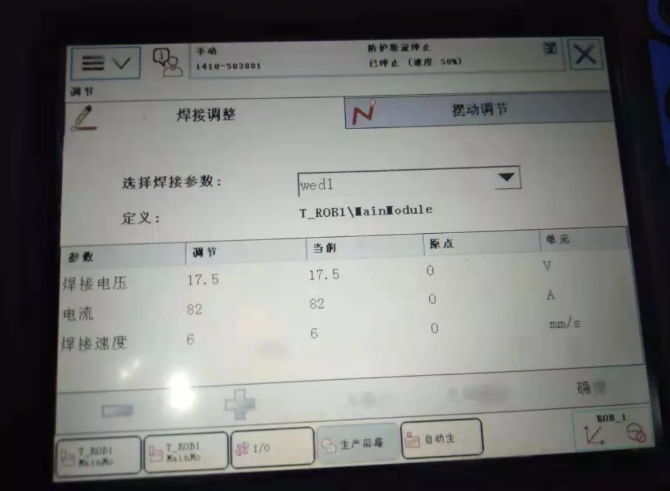
(2)焊接程序
PROC rArcSJX()
MoveJ Offs(pArcSJX10,0,0,100), v1000, z50, tool1;
ArcLStart pArcSJX10, v1000, seam1, weld1, fine, tool1;
ArcL pArcSJX20, v1000, seam1, weld1, z10, tool1;
ArcL pArcSJX30, v1000, seam1, weld1, z10, tool1;
ArcLEnd pArcSJX10, v1000, seam1, weld1, fine, tool1;
WaitTime 0.5;
MoveL Offs(pArcSJX10,0,0,100), v1000, z50, tool1;
ENDPROC
(3)焊接图片(三角形)

了解更多ABB机器人